

什么是激光熔覆?一文带你了解激光增材工艺
激光熔覆是激光增材加工的一种工艺,被熔覆的零件基体表面上再粘合一层选择好的涂层材料,与基体成冶金结合的表面涂层,从而达到显著改善基层表面的耐腐蚀、耐磨损、耐高温、抗氧化及部分电气特性的工艺方法。同时也对工件表面改性或修复的目的,是为了既满足对材料表面特定性能的要求,又节约大量的贵重元素的不必要消耗。
激光熔覆
当前激光熔覆的使用情况,其主要应用于几个方面:对材料的表面改性,如轧辊、燃汽轮机叶片、轧辊、齿轮等,用以增加其使用性能;产品的表面修复,如转子、钻头等,据统计其修复费用不到重新投产的价值的20%,而且缩短了时间,解决了大型企业重大成套设备连续可靠运行所必须解决的关键部件快速抢修难题。另外通过激光熔覆技术在模具的表面覆着一层超耐磨抗腐蚀合金,更大提高了零件的使用寿命。
目前应用广泛的激光熔覆材料主要有:镍基、钴基、铁基合金、碳化钨复合材料等。其中,又以镍基材料应用最多,与钴基材料相比,其价格便宜。与传统的堆焊、 电镀、喷涂和气相沉积技术相比,激光熔覆技术具有如下几个优点。
1、冷却速度快,快速凝固过程,使工件容易得到细结晶组织或产生平衡态所无法得到的非稳态、非晶态等新相。
2、 涂层稀释率低,与被加工件基体形成牢固的冶金结合或界面扩散结合,通过对激光工艺功率、光斑大小及焦距等参数的调整,可以获得良好的涂层,并且成分和稀释度均可控。
3、 热畸变较小,采用高功率密度快速熔覆时,变形可控制降低到零件的装配公差内,如果在熔覆之后,再经过激光表面强化工艺的,去除内部应力后和降低脆性,那效果是最好的。
4、 粉末选择几乎没有任何限制,可以按照工艺要求使用任意种类配比的粉末材料,尤其是在低熔点金属表面熔敷高熔点合金。
5、 能进行选区熔覆,使得材料消耗减少,提高性能的经济性比。
6、激光光束可以对难以接近的区域进行熔覆,主要保证光斑及粉末可以照射到该区域即可。
7、熔覆层的厚度范围大,可以对同一部位进行往复重复熔覆。
零件损坏在使用的过程中,特别是传动轴类,被磨损的位置不定性太多了,在轴承位,在外露位置等,即使是常磨损或被腐蚀过的,也只是极少数产品之间的相同部位, 而且很多部位表面会可能是非圆直线,这就需要加工头在一套熔覆动作中需要根据要求以很多不同的姿态进行工作,传统直线传动机床很难实现的情况下,会使用上机器人,其机械手臂在很多动作上可以模拟人的手臂进行动作,就可以满足到此类的非圆直线特征的零件熔覆了,而传统的还是以车床,特别是数控车床作为熔覆时的运动载体比较多。
熔覆工艺,目前用得最多的是船舶行业,矿工机械设备等大型运动类的关键零件生产或维修。在我国的沿海城市和陕西、山西、云南等矿工设备省份。达方制冷对此类熔覆设备的配套,都是直接在设备厂居多,激光采用的都是多模光纤激光,每个零件的熔覆时间在几个小时至几天不等。所以对冷水机的制冷能力也是一种考验
激光熔覆技术详解
激光熔覆,这一先进的工艺方法,涉及将特定涂层材料以多种方式填充至基体表面。在激光的精准辐照下,这些材料与基体表面的浅薄层一同熔化,随后快速凝固,形成极度稀释且与基体材料冶金结合的表面涂层。这一过程显著提升了基体材料表面的多项性能,包括耐磨性、耐蚀性、耐热性、抗氧化性以及电气特性。
激光熔覆的分类及其特点
激光熔覆技术,根据其送料方式的不同,可以被划分为两大类:送粉激光熔覆与送丝激光熔覆。这两种技术各有其独特的应用场景和优势。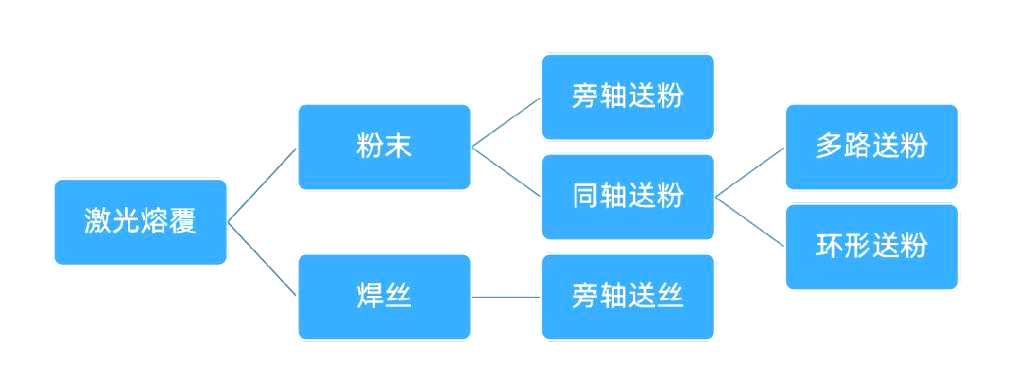
送丝激光熔覆技术,是利用送丝机构将金属丝直接送入激光光斑内,与基体一同熔化并凝固,从而形成激光熔覆层。相较于送粉熔覆,其优势在于熔覆材料几乎无浪费,效率更高。然而,该技术也存在一些不足,如热影响区相对较大、气体保护效果不佳、熔覆过程中易产生缺陷,以及工艺参数的调整难度较大等。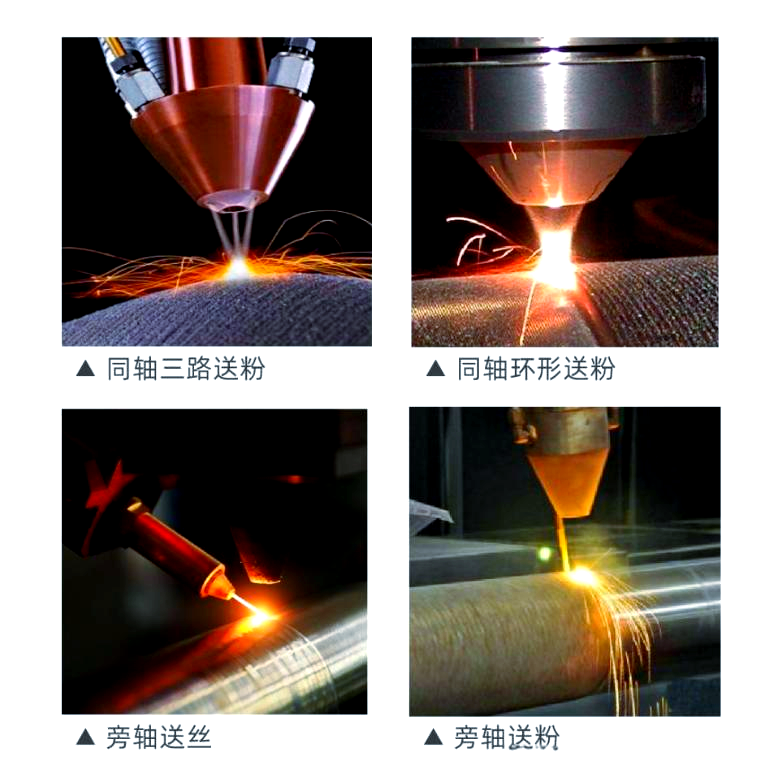
送粉激光熔覆技术在应用上更为普遍。根据送粉方式的不同,它可分为旁轴送粉和同轴送粉。同轴送粉中,激光从熔覆头的中心射出,而金属粉末则环绕激光光束呈环形或多路周向分布,例如常见的三路或四路分布。旁轴送粉的方式则与送丝激光熔覆相似,只是将送丝机构替换为送粉机构。在此技术中,送粉管位于激光加工路径的前方,使得金属粉末在重力作用下预先沉积在基体表面上。随后,后方的激光束扫描过这些预先沉积的粉末,从而完成激光熔覆的过程。
普通熔覆与高速熔覆的比较
在激光熔覆过程中,金属粉末首先被熔融或半熔融,随后落入工件表面的熔池中。之后,这些粉末与基材一同熔化。在普通熔覆方式中,粉末主要吸收熔池的热量,其温度接近熔池的温度。然而,在高速熔覆方式下,粉末会吸收大部分能量,从而减少了基材的热输入。这使得热影响区和热变形都相对较小,特别适用于薄壁和薄板材的熔覆。此外,高速熔覆产生的涂层表面质量明显优于普通激光熔覆,只需简单打磨或抛光即可达到应用标准,从而减少了材料浪费和后续加工量。在成本、效率以及对零件的热影响方面,高速激光熔覆都展现出了显著的应用优势。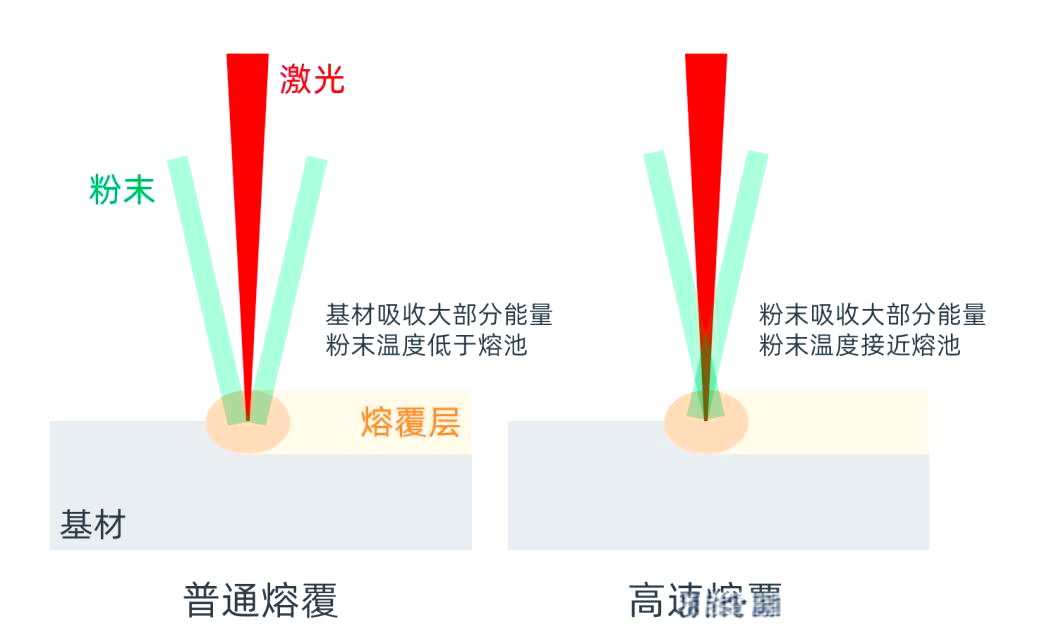
激光熔覆设备简介
激光熔覆设备以高能激光器为核心,辅以熔覆头、冷水机、送粉机及精密的运动控制系统等关键组件。其中,激光器作为热源,其性能直接决定了整套设备的熔覆能力;熔覆头则负责输出激光与粉末,其设计对熔覆效果产生重要影响。冷水机的作用在于保障激光器和熔覆头的稳定工作,确保熔覆过程的连续性。送粉机则负责提供充足的原材料,保证熔覆过程的顺利进行。而运动控制系统,如滑轨与旋转台,则负责精确控制熔覆头的位置和待加工部件的运动,从而实现高精度的加工要求。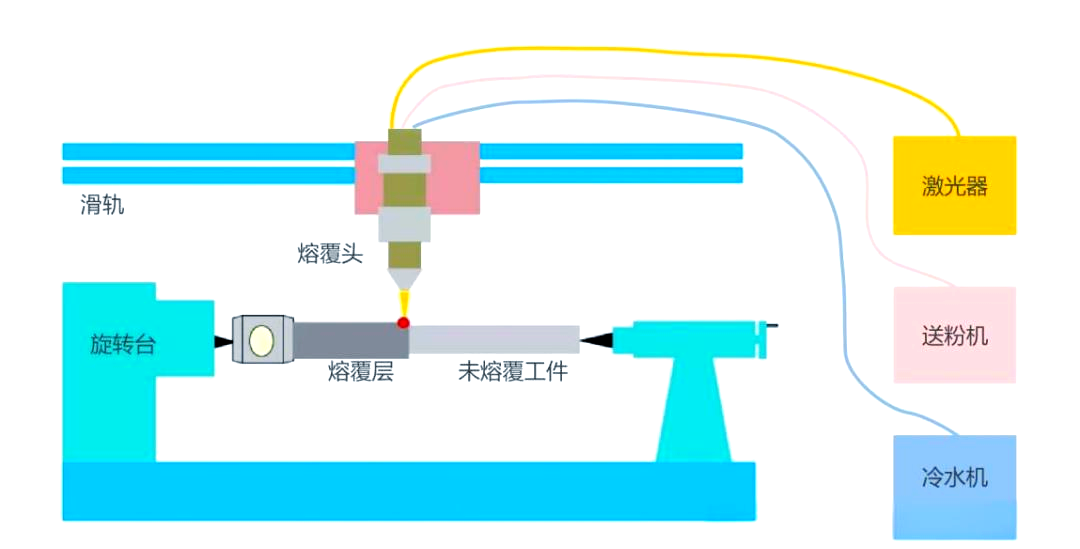
光惠激光熔覆用光纤激光器
光惠激光(GW Laser Tech),作为全球高亮度光纤激光器的佼佼者,其产品系列广泛,从中小功率的风冷激光器到高功率的万瓦激光器一应俱全。特别值得一提的是,其P系列6KW激光器,性能卓越,完全能够满足当前激光熔覆技术的所有需求,因此在该领域得到了广泛的应用。
产品主要特点
功率可靠性
光惠激光器采用创新的976nm泵浦技术,结合独特的光学结构设计,使得泵浦二极管寿命更长,同时能量密度和光束质量也得到显著提升。其长时间运行功率稳定性控制在2%以内,非常适合激光熔覆应用。
结构可靠性
针对激光熔覆环境中粉尘较多的问题,光惠激光器采用全密闭结构设计,达到IP65防护等级,有效降低激光器对使用环境的要求。它能在高温、高湿、高粉尘的恶劣环境中持续稳定运行,确保结构可靠性。
能量分布
高斯光斑由于温度分布不均,中间能量高于两侧,边缘散热快,容易导致熔覆层不均匀。而光惠激光器的HBF-高亮度平顶模分布,能更有效地利用能量。相比高斯模分布,平顶光束轮廓无两翼设计,边缘过渡陡峭,使得能量传输效率更高,熔覆道更加平滑。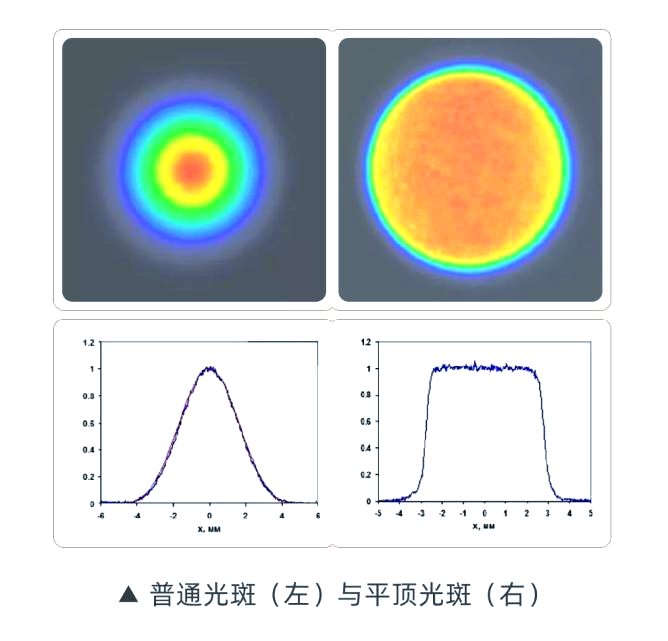
光斑大小与光纤芯径
光惠激光器提供最大至800μm的光纤芯径定制,这一设计灵活适应了不同的熔覆工艺需求。此外,该激光器还配备了外光路耦合器,使得输出光纤中的激光能高效耦合至操作光纤,显著提升了激光器的功能多样性。值得注意的是,普通激光器的输出光纤芯径通常限于50/100μm,而光惠激光器的耦合器则提供了多种不同的输出芯径选择。例如,专为切割设计的100μm激光器,其输出可通过耦合器提升至800μm,从而满足熔覆应用的需求。同时,操作光纤的更换也变得简单快捷,且不会影响到激光器本体的完好。
激光熔覆技术在机械制造业中有着广泛的应用,其涵盖领域包括矿山、石油、电力、铁路、汽车、船舶等。例如,矿山煤机在恶劣的工作环境下,其零部件磨损迅速,而激光熔覆技术能有效地延长其使用寿命。同样,电力设备在连续运转过程中,其零部件的损坏概率也相对较高,而激光熔覆技术同样能发挥其独特的修复作用。
液压支柱的修复之道
液压支柱作为矿山、铁路等重要领域的关键设备,其性能直接影响着生产效率和安全。然而,在长期使用过程中,液压支柱的零部件往往会出现磨损、腐蚀等问题,严重影响其正常使用。针对这些问题,激光熔覆技术展现出其独特的修复优势。通过激光熔覆,可以在不更换整体部件的情况下,对受损的零部件进行局部修复,从而有效地延长液压支柱的使用寿命,降低维护成本。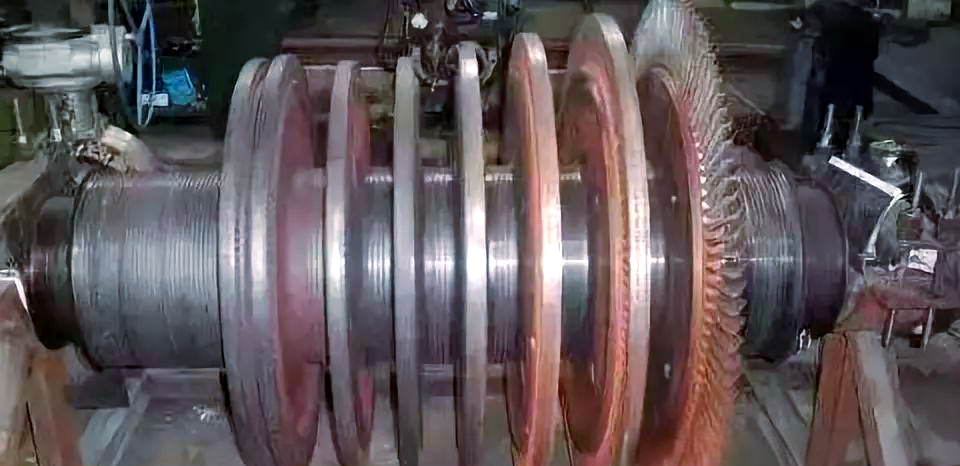
电机转子的修复
在石油化工行业的连续大量生产模式下,机器往往需在恶劣环境中长时间运作,这不可避免地导致设备内元件遭受损坏、腐蚀和磨损。针对这些问题,激光熔覆技术同样显示出其卓越的修复能力。通过此技术,我们可以对受损的电机转子进行局部修复,避免整体更换,从而节省成本并提高生产效率。
石油钻杆的修复
随着社会经济的迅猛发展,铁路交通运输行业也取得了长足进步,新造铁路车辆的需求量持续攀升,对关键零部件的数量与性能提出了更为严苛的要求。
这些铁路运输设备价格不菲,其涉及的零部件种类繁多,形状各异,修复工作往往颇具挑战。然而,激光熔覆技术的问世,为这一难题提供了有效的解决方案。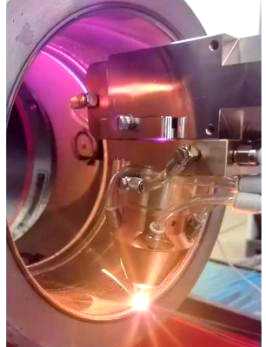
本站内容来自互联网
如侵权请告知删除。邮箱:78357168@qq.com
下一篇:神奇的激光熔覆技术工艺全面解析






